2007年2月 「主台枠組み立て開始」
【キー溝アタッチメント】

動輪にキー溝を掘るためのキー溝アタッチメントを作った。「ミニ旋盤を使いこなす本」の作例よりひとまわり大きいサイズが必要になる。本体のボリュームが大きくて材料に困ったので、WILLIAMで余ったシリンダー鋳物を利用した。両端にリン青銅のブッシュを入れて、その中をS45Cのステムが往復する構造で、ここにガタがあってはいけないので、タイトフィットに仕上げる。
鋳物だけでは高さ不足だったので、9mm厚の平鋼を重ね合わせて土台とした。裏面には、旋盤テーブルのT溝にきつくはまるピンを出して、旋盤への取り付け角度が一意に決まるようにする。先にピンを入れてから鋳物本体のボーリングをする。そうすれば、アタッチメントを何度付けはずししても、往復軸が旋盤主軸と平行になる。

ボーリングには、WILLIAMのシリンダーを仕上げた自作バイト&ホルダーを使用した。バイトは、古いドリルを折ってグラインダーで整形したもの。ホルダーから45度に突き出しているが、シリンダーのボアを仕上げるだけならバイトはV型のものを真横に出せば良い。ダイヤルゲージで刃先を0.1mm単位で調整しながら、所定の直径に仕上げた。
ブッシュに使ったリン青銅は、ピストンライナーに使おうとして使いこなせなかった材料である。ドリルで掘り進むとドリルが圧入状態になり、最後には焼きついてしまうという、まことに厄介な材料なのだ。いつまでも手もとにあっては目障りなので、ここで使い切っておさらばする。今回は、鋭利なドリルを低速で回して、切削油を注ぎながら少しずつ貫通させた。それでも、貫通後には熱のため材料が変色してしまった(写真)。この後に内径と外径を一度のチャックで仕上げるが、キリコはコイル状に延々と続き、気を抜くと加工物にからみついて仕上げ面を乱すという始末であった。



ステムは20mmの丸棒を加工して作った。後端のスリットはメタルソーで加工した。先端の、バイト取付け穴(13mm)は、中繰りで仕上げた。バイト固定ネジ穴の距離をかせぐため、30mmの丸棒から作ったカラーをロックタイトで接着した。
ステムはテコの原理で前後に動かす。リンク機構は平鋼で作製した。接続ピンは、写真ではEリングで固定しているが、これだとガタが大きくてステムが回ってしまうので、最終的にはボルトに交換し、ナットをややきつく締めてダブルナットで固定した。鋳物本体への接続ブラケットは、黒皮アングル材を加工して作った。力のかかる部分なので、ボルト3本でしっかりと固定した。鋳物両端の頂部には、六角ボルトを加工した注油口をねじ込んだ。
【アングルプレート】
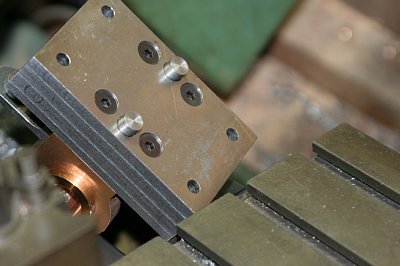
 主台枠を組むための一連の鋳物が入荷した。最初に加工するのは、以後の加工に必須となる、100ミリのアングルプレートである。旋盤の横送り台に取りつけ、主軸にはフライカッターを付けて、一気に全面を加工した。フライカッターは、片刃バイトをツールポストごと四爪チャックで掴んだもの。反則ワザだが、丸棒などから作るより、この方が剛性が高く、安定した切削ができる。まず1面を削り、その面を基準として直角面を削る。直角精度は、旋盤主軸と横送り台の平行度がそのまま反映される。フライカッターの回転半径が大きいので、減速ギアを入れて回転数を落とし、自動送りで時間をかけて削った。コンコンという音が階下に共鳴し、「誰かが夜中に太鼓を叩いている」と嫁に言われた。
主台枠を組むための一連の鋳物が入荷した。最初に加工するのは、以後の加工に必須となる、100ミリのアングルプレートである。旋盤の横送り台に取りつけ、主軸にはフライカッターを付けて、一気に全面を加工した。フライカッターは、片刃バイトをツールポストごと四爪チャックで掴んだもの。反則ワザだが、丸棒などから作るより、この方が剛性が高く、安定した切削ができる。まず1面を削り、その面を基準として直角面を削る。直角精度は、旋盤主軸と横送り台の平行度がそのまま反映される。フライカッターの回転半径が大きいので、減速ギアを入れて回転数を落とし、自動送りで時間をかけて削った。コンコンという音が階下に共鳴し、「誰かが夜中に太鼓を叩いている」と嫁に言われた。
写真を見てわかるとおり、この時点でアングルプレートには、旋盤の横送り台に取り付けるための穴をあけている。汎用のアングルプレートには長穴があいているが、加工が大変だ。使用する機械のT溝ピッチが決まっているなら、そのピッチで普通の穴をあければいい。
【軸箱スロット加工】

主台枠は厚さ12mmの棒台枠なので、軸箱守は使わず、直接軸箱を入れる。レーザー加工したままの軸箱スロットは、表面が荒れていて、断面もテーパーになっているので、エンドミルで矯正する。削り取った量は各面それぞれ0.5mm程度。使用したのは21mmのエンドミルで、手持ちのフライス盤の限界を大きく超えている。ワーク側の剛性を確保するため、前項で作製したアングルプレート4個で軸箱の周囲をがっちり固める。スロットの深さは60ミリあり、いきなり側面全部を削るはとても無理である。深さ5mmずつ仕上げては掘り下げるという方法にした。最後にオイルストーンで加工面を軽く研磨して、上下でつっかかりがないようにした。
ここの加工で、また残留応力解放による歪みが発生した。図は主台枠のスロット部を拡大したもので、歪の状況を誇張して示してある。前回実施した上面の加工により、主台枠は縦に反った状態にあり、このままスロット加工をした。これが左の図の状態で、赤線部分が加工した部分。ここでチャックをリリースすると、加工部で応力解放が起こり、中央の図の状態になった。テコ式ダイヤルゲージで測定すると、リリース前に0.02~0.03ミリ程度の傾斜だったものが、リリースすると約0.1ミリに拡大されていた。主台枠全体で見ると、上面加工による反りと相殺されて、反りはほとんど消えてしまった。最後に修正加工をして、やっと正常な形状となったが、最終的なスロット幅は、設計より0.2ミリほど広くなってしまった。
レーザーカットのエッジには引張応力がかかっていて、その内側には圧縮応力がかかっていると思われる。そのため、エッジを除去すると、材料が一気に膨張するのだろう。町工場に依頼して、事前にアニール(焼鈍)しておけば、このようなことは起こらないに違いない。

軸箱控もレーザーカット部品で、ボルト止め面だけフライスで矯正した。主台枠側も矯正する。先の図の赤い線(加工部)の、スロットの両側にはみ出している部分がこれに相当する。ここを削ったことも、主台枠の反りの変化に寄与している。主台枠への固定は、M5のボルトを使用した。軸箱控の穴を主台枠に移しあけた。

ここで左右の主台枠を重ね、レーザマーキングを頼りに、すべての穴を一気にあけ、主台枠の組み立てに入る。左右の主台枠を接続する部品は、すべて鋳物で設計している。まず前後端の、前台枠鋳物と制動軸受取付鋳物を取り付けて、箱型にする。写真がこれらの鋳物で、大きく複雑な方が前台枠鋳物である。実物の鋳物形状はさらに複雑で、鋳造が大変なので、上下の合わせ木型で鋳造できるように、デザインを変更してある。
【前台枠鋳物】
鋳物の加工は、取付位置の平面加工のみだが、前台枠鋳物は削り出すべき平面が多数ある。さらに鋳物の幅が200mmほどあり、これを一気に削るだけの送り量を持っているのは、フライス盤のX軸のみである。以下の手順で加工をした。
1) 上下を反転して、下断面を正面削りで仕上げ、同時に、前面を側面削りで仕上げ(写真左)。
2) 再び反転して、上断面(段差の上と下)を、正面削りで仕上げ。
3) 横倒しにしてアングルプレート2台で保持し、後部側面を正面削り(写真右)。


最後のセットアップでは、アングルプレート2台が直角になるようにステージに固定し、そこに前と上の加工面を押し付けて固定している。これで側面を仕上げれば、前、上、横の三面はお互いに垂直に仕上がる。
【制動軸受取付鋳物】

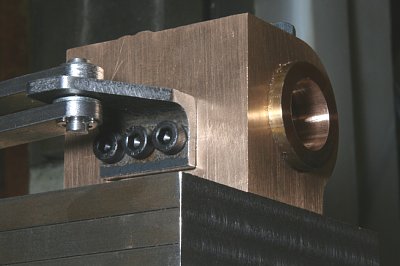
これは、主台枠の後端に位置する横梁である。比較的小さいので、旋盤主体で加工した。まず四爪チャックで底面を仕上げ、その底面をテーブルに押し付けて固定し、フライカッターで両側面を削った(写真)。ダイヤルゲージは、ワーク固定時に平行を出すためのもので、テーブルを前後に動かして指針が動かないように固定角度を調整する。
【またまた主台枠矯正】

前後の鋳物の加工が終わったら、主台枠への固定穴を、左右それぞれ1穴だけ開ける。仕上げた平面を基準にして穴位置をけがき、下穴を貫通してタップを立てる。ここで仮組みしてみた。
フライス盤のテーブルを定盤代わりにして確認すると、主台枠がれじれている。分解して水準器で確認すると、主台枠2枚のうち1枚に、大きなねじれが見られた。またしても矯正である。
主台枠の後端をフライス盤のテーブルに固定し、反対側を大型モンキーではさんで、力任せにねじりながら、水準器でねじれの矯正状態を確認した。気合いを入れて渾身の力で何度もねじっているうちに、ねじれは消えてくれた。そのまま一晩放置したが、元に戻ることはなかった。
【左右主台枠の接続】

鋳物の取り付け角度を出してクランプし、残りの穴は主台枠から移しあける。写真は、前台枠鋳物の取り付け角度を出しているところ。直尺と曲尺を組み合わせたもので、鋳物前面がステージと垂直になるようにしている。

穴の移し開けはハンドドリルを使った。主台枠の穴は4mmで、鋳物に開ける穴はM4ネジ穴なので、貫通させてはいけない。皿モミだけ入れる。写真のようにドリル先端に真鍮のパイプを入れて、ストッパーとした。この後、分解して皿モミを頼りに3.3mmの穴を貫通させ、M4のタップを立てる。鋳物の材質はFC200相当だが、あまりにも簡単にタップが切れる。不安なので、捨て穴を開けて、ネジ締めつけテストをしたが、六角レンチで思い切り強く締めてもネジ穴がつぶれることはなかった。
箱型になった主台枠。これで全長は約1メートルで、後部にさらに50センチの後台枠が続く。

TMSの2月号より、平岡幸三氏の「鉄道模型名作探訪」が連載されている。第一回は何と1/30のC53で、内部まで忠実に実物を再現したモデルだ。現存するC53の模型の中で、いや、国鉄型蒸機の模型の中で、最高のものではないか。ライブスチームでは機能上の制約があり、ここまで再現することはできない。と、事前に言い訳しておきたい。