< Cylinder Block Design >
In the project of three-cylinder locomotive,
I wanted to challenge making 'true' cylinder
block. The prototype's cast cylinder block
is a gather of small caves partitioned by
20-30mm thickness walls. It is impossible
to cut such structure from a cast ingot.
At most, we can only drill steam passages
and leave the casting terribly heavy. So
typical three-cylinder block model is made
from pipes, tubes and plates. But I thought
I can make true cylinder block casting if
I utilize many suitable 'cores' in casting.
Spending several months, I designed the cast
cylinder with 3D-CAD. The pattern is halved
into front and back parts. I chose gunmetal
as material to get away from chill and rust.
Due to S7 lathe capacity, I separated the
cylinder block into upper flange and lower
main body. Height of the top face from valve
chest center is the same as lathe center
height from lathe table. Then the valve chest
will be easily centered when I finish the
top face and reverse the casting on lathe
table.
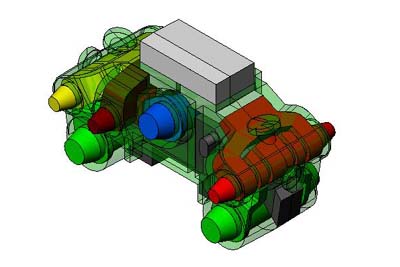
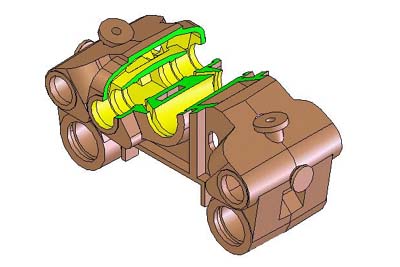
The picture shows the casting in perspective.
The colored parts show cores, or caves in
the casting. The cores are not only for opening
the steam passages but also removing useless
metal from the casting. The complete casting
will have many caves partitioned by 6mm thickness
walls.
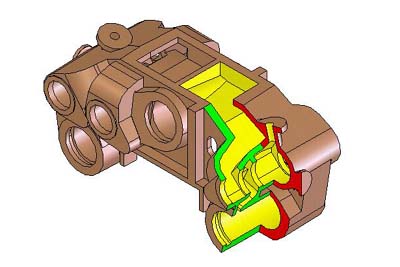
It shows cutaway model for the left hand
valve chest. Middle part of the chest is
steam inlet and the end of the chest is outlet.
Between them, there is steam passage to the
main cylinder. Necessary internal machining
works for the casting are only finishing
valve chest bores and cylinder bores. Each
bore has 2mm machining allowance in radius.
It is cutaway of the middle valve chest.
It has the same connections as the left hand
chest, but it shares steam inlet and outlet
with the right hand valve chest.
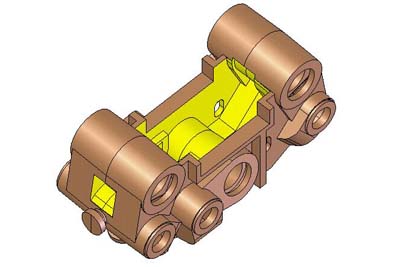
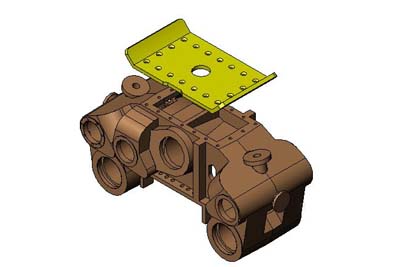
It shows view from the bottom. Useless inside
metal of the casting is removed. Estimated
weight of the casting is 13.5kg. If I didn't
use any cores, it would become over 50kg.
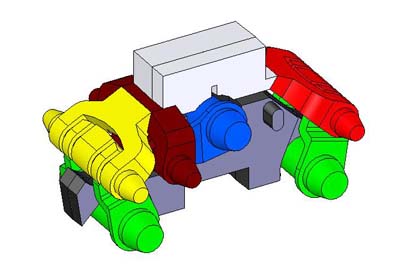
Eight cores are necessary for the casting.
Those are 3 cylinders, 3 valve chests, upper
steam outlet and bottom metal removal. Cylinder
and valve chest cores have conical core prints
at both ends.
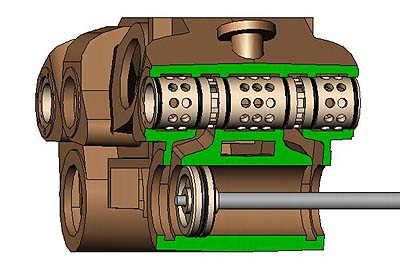
Gunmetal valve liners will be fitted in the
valve chests. The rectangle lines in the
valve liner are steam ports to control steam
admission to the cylinder. The liner is sealed
by O-rings. We need unusual thin O-rings
for the purpose. The piston is also sealed
by O-ring. Japanese typical locomotive has
pierced piston rod that is bushed at both
cylinder covers. But I employed standard
style, that is, one side bushing.
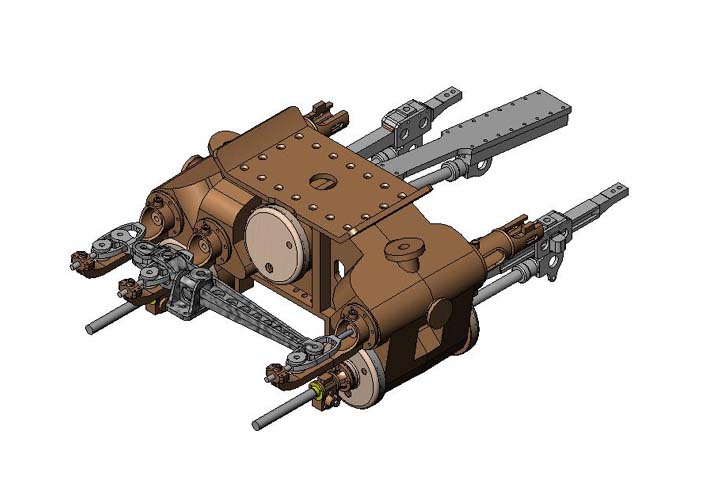
The picture shows assembled cylinder block.
It has a lot of complicated parts including
Gresley vale gear. I will prepare the parts
from cast gunmetal or cast iron.