< Cylinder Block Casting >
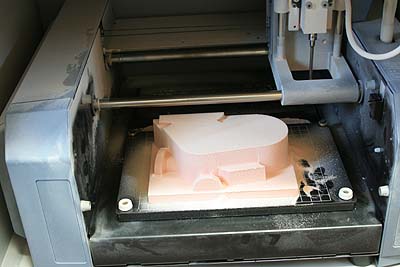
As usual, wood pattern for the cylinder block
is cut by Modela. The cylinder block is so
huge that the pattern is divided into 15
parts within Modela's capacity. Then they
are glued together. I utilized chemical wood
"Obomodulan" made in Germany.
It took 250 hours around the clock to cut
these parts by Modela.

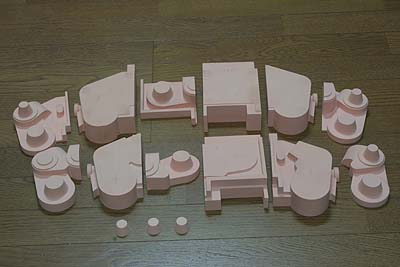
The photos show glued patterns. The width
of the pattern is around 300mm. The core-prints
are painted in various colors so as to collate
with core boxes.
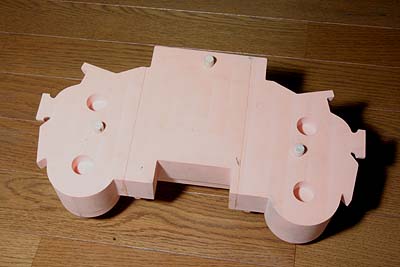
It is back half of the patterns. Note the
locating dowels and the finger gripping holes.

Core boxes are cut by Modela, too. Only the
bottom one is divided into four parts, so
as to draw out the core easily.
I requested a local non-iron foundry to cast
it. They did not guarantee its result because
the patterns are much complicated. Finally
they succeeded but I heard it was troublesome
and spent many times to reach success, and
also some coreboxes had to be modified. As
a result, it costs double as I expected.

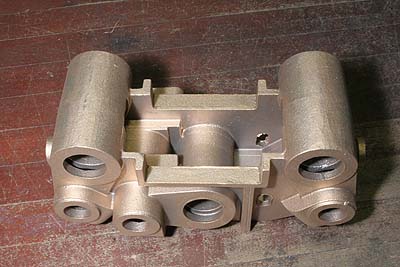
The photo shows view from the underneath.
Unnecessary metal is perfectly removed by
the cores.
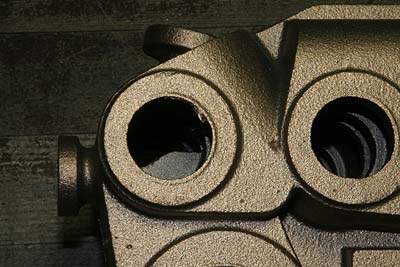
I took 0.5mm plays for putting core parts
together. But it was surplus. As a result,
unwanted walls were left between the cores.
I have to remove them before borings.

The photo shows a pair of core boxes modified
by foundry staff. It shows that I should
have divided them into three pieces in each.
The foundry wrote "Please design corebox
with cares" on the bill.
Anyway, I got the most important casting
of the project!