< Valve Liner 2 >

In order to remove terrible burrs around
240 holes, I.D. and O.D. are finished here.
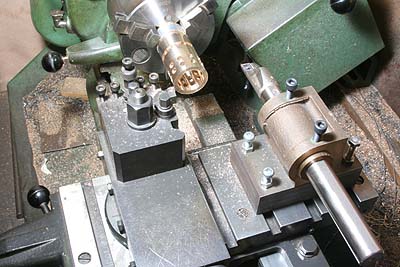
First, the basket section is finished. The
liner has diameter-shift between the two
sections both in O.D and I.D. The photo shows
cutting a slope between two inside diameters,
using a ball-point end mill as a taper boring
tool. Only I.D. must have such a slope so
as to squeeze piston rings in assembly.

The liner is reversed and its working section
is finished. I employed new 22mm boring tool
which has 20mm shank and can be held in the
body of 'slotter'.

This is the slotter which I prepared for
cutting key way of the driving wheel. I never
dreamed such a convenient use of the instrument.
Note the knife tool is hold in the tool post.
Both I.D. and O.D. can be cut without tool
change.

I.D. of the liner is larger than the tailstock
center. So I prepared center extension jig.
It was turned from a gunmetal round bar.

Grooves for O-rings are cut by a parting
tool. After that, the cutting edges are rounded
with a fine file so as to guard O-rings.

The end of I.D. is slightly chamfered. It
is also for squeezing piston rings in assembly.

Finally, I.D. is finished with 'lapping'.
I made an aluminum lap which has a slit and
its O.D. can be adjusted. The lap is held
in three-jaw, suitable abrasive oil is embedded
to the lap, and the liner is held around
the lap by hand. Turning the lap at 300 rpm,
the liner is moved back and forth until rotating
resistance disappears. Then the lap's O.D.
is adjusted and I repeat the operation.
Finished valve liners with Viton O-rings:
We need very thin O-rings here. I employed
JASO-1028 in JIS (Japanese Industrial Standard).
