< Piston Valve >
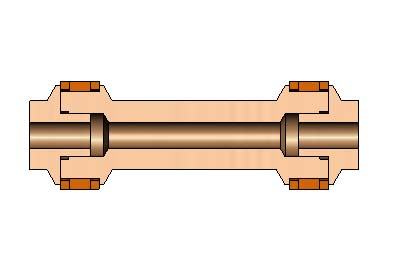
The picture shows section of piston valve
assembly. The center brown part shows center
hole in valve body. Each valve seat consists
of 2 of piston rings (2mm) and a guide ring
(5mm). The guide rings contact with valve
body in I.D. and slide along the steam chest
in O.D. Each piston ring has a gap and extends
up to the steam chest diameter. Piston rings
and guide rings are secured in the valve
body by screwed caps. The whole parts have
6mm dia.center holes.
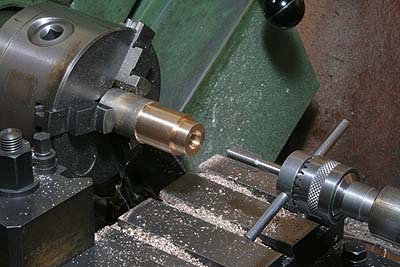
I started with bodies. They are made from
gunmetal round bar. Both ends of the bar
are turned, drilled and tapped.

With a tailstock support, valve body waist
is turned.
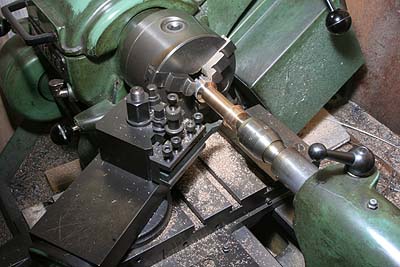
It is followed with taper turning.

Note the finished valve bodies have parallel
faces for wrenching,

The screwed caps also made from gunmetal
round bar. The photo shows cutting parallel
faces for wrenching
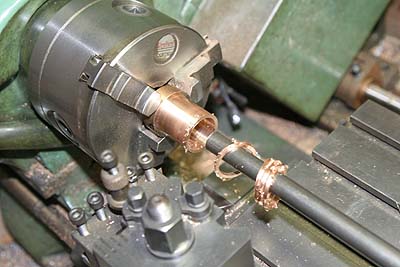
Piston rings and guide rings are made from
'free-cutting phosphor bronze bar'. A blank
for piston rings are turned in O.D.and I.D.
Then the rings are parted one after another.

The photo shows jig to grind side faces of
the rings.
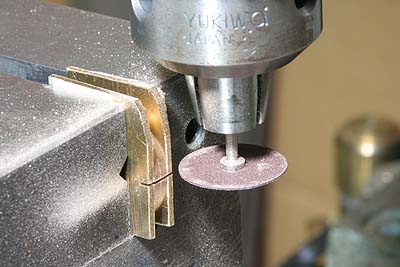
Ring gaps are cut by a fine sanding disk.
Note brass plates sandwich a pair of rings
so as to prevent distortion.

Finished piston rings: I designed ring diameter
and gap width to leave 0.1mm gap still in
the steam chest.

The guide rings are made in the same manner
as the piston rings but have no gap.

When assembly, the guide ring thickness is
adjusted as that the piston rings spring
freely but have no play in axis. In order
to avoid slacking, the cap is tightened with
Loctite 648 (heat resistant).

Valve spindle is made from free-cutting stainless
steel bar. It is 5mm dia. while the valve
center hole is 6mm dia. The piston valve
is secured by snap rings at both ends. Note
the adjusting ring between an e-ring and
the valve. The adjusting ring thickness is
also adjusted as that the valve moves freely
in diameter but has no play in axle.