< Steam Chest Cover 1 >

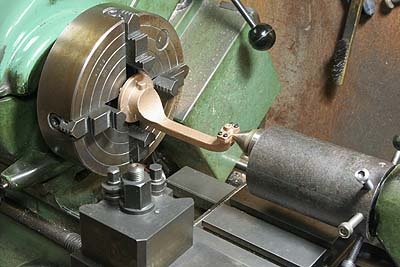
The photo shows castings of steam chest front cover that have brackets
of Gresley conjugated valve gear.

I started from dividing front bush. Before
cutting the bush with a fine metal saw, holes
for screws are opened.

Two bolting faces are grinded by oil stone,
then they are tentatively assembled. Note
a top hole for oil pot is already opened
but it is enough shallow not to interfere
with the next operation.

Both centers are marked by center drill.
Front hole is on the parting line, and back
hole is at the center of the flange.
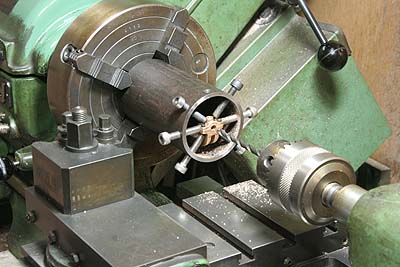
I employed proper steel pipe for chucking.
First, the casting is aligned in the lathe
with bith centers. Care must be taken not
to push the tailstock hard, else an elastic
distortion makes the center lining wrong.


A steel pipe is chucked and the casting is
secured by 6 bolts from the pipe. In advance,
tip of each bolt is filed round so as not
to damage the casting. The 6 bolts have to
be tightened equally. You can check it by
a dial gauge sweeping along the tail stock
center's cylinder.
Hole of the front bush is drilled and reamed.

Reversing and again lining the casting with
the both centers, opposite bottom flange
is finished.
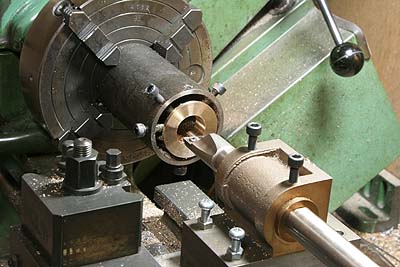
Large hole for gland (24mm) is opened. I
used 13mm drill, 12mm and 22mm boring tools.

Two screwed holes for oil pots are finished,
then the front covers are completed.
Steam chest back covers are also turned with
a steel pipe. The casting is designed that
the side windows will automatically open
when I bore the large hole.



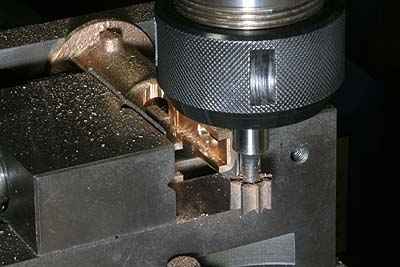
The photo shows cutting the front hole. The
purpose is removing useless metal for the
next operation.
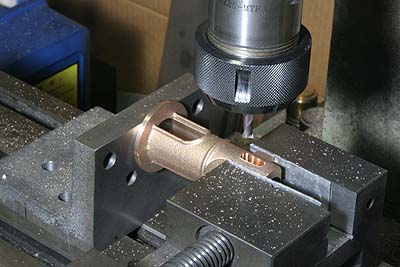
Small recesses in both sides are milled.
Note a large angle plate beside the vise
aligns the cover's flange.

Milling vertical slit of the cover. The precise
setup is done as follows. 1) scribe cross
on flange and angle plate, 2)flange and angle
plate are aligned and bolted together, 3)
angle plate is bolted onto the stage truly
parallel to Y-axis, 4) chuck the casting
with vise, 5) vise is bolted onto the stage.
Inner groove for valve cross head is cut
with T-slot cutter. Such kind of tool with
wide blade and thin neck easily chatters.
It is worth rotating the tool by hand at
the deep end of the groove.

Opening the oil pot holes, the steam chest
back cover is finished.

To tell the truth, I was ready for slotting
the groove with a handmade slotter. But I
thought the groove is too long to finish
parallel with a slotter. So I changed the
way to cut the groove with T-slot cutter.
The photo shows the useless slotter. 10mm
wide blade is formed by 2 of 5mm square carbide
tips silver-soldered into 10mm groove of
the shank.