2010年12月 「空気弁」
 国鉄型蒸機のシリンダー蒸気室横にある小窓は、空気弁すなわちスニフティングバルブである。現代機ではここが金色に磨き出されてワンポイントになっているが、C53の時代には黒く塗りつぶされていた。
国鉄型蒸機のシリンダー蒸気室横にある小窓は、空気弁すなわちスニフティングバルブである。現代機ではここが金色に磨き出されてワンポイントになっているが、C53の時代には黒く塗りつぶされていた。
ライブでも、ボイラーから蒸気室までの間のどこかに空気弁は必要で、実機どおりここに設置することにした。実機では弁体は円盤になっているが、ライブなので定石どおりステンレス球を使用する。
球弁は水平に動くことになるので、弁室で球弁の上下動を制限する。弁座はシリンダーブロックのフランジにネジ止めされる。その上に、メッシュを介してカバーを取り付けるようにする。弁室は、内側がシリンダーの穴に、外側が弁座のくぼみにはめ合いになっており、これで弁座が芯出しされている。断面図ではわからないが、弁室は蒸気を通すため、カゴのような構造になっている。スプリングは今のところ使う予定はない。
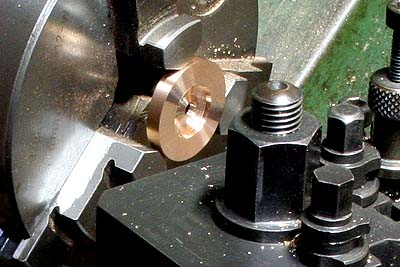
弁座は快削リン青銅丸棒から作った。中央の穴を中繰りで仕上げ、着座部分はテーパー加工で75度の鋭角に仕上げた。

取り付け穴は、ロータリーテーブルで位置を決めて加工した。カバーを取り付ける穴は、カバーから移し開けるので、この時点では開けていない。
空気弁のカバーには、ミカンを輪切りにしたような窓が付いていて、これをどう仕上げるかが問題。コーナーに穴を開けて糸鋸で切断し、ヤスリで仕上げるというのが常道だが、きれいに仕上げられるとは思えない。材質は快削黄銅で、窓部分は厚さ1mmなので、この程度ならモデラで削ることができる。ツールは2mmのショートエンドミルで、この時のために新品を確保しておいた。

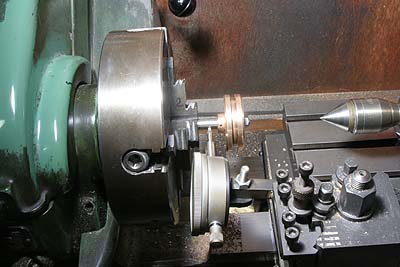
まず旋盤で、真鍮丸棒から本体を削り出す。外径を仕上げて突っ切り、反転させて中繰りで袋構造にする。写真ではわかりにくいが、傷防止のためアルミの帯板を巻いてチャックしている。写真のように平行にチャックするには、心押しのスリーブなどを接近させ、そこにに加工物を押し付けた状態で、爪を締めれば良い。
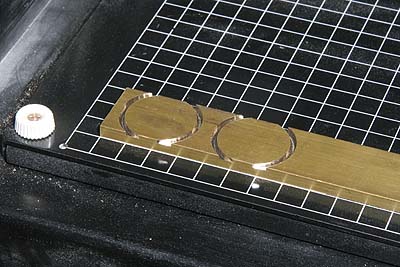
モデラのステージに、両面テープで真鍮平角棒を貼り付け、加工物位置決めのためのリング状の溝を掘る。わざわざリング状にしたのは、少しでも切削時間を減らすためである。平板ではなく平角棒を使用したのは、その方が柔らかいから。市場に流通している真鍮板の材質は、JIS規格のC2801などであり、わりと硬いのである。これに対して丸棒や平角棒は、加工を前提としているので、快削黄銅(C3604など)が使われている。

本体は固定面積が少ないので、エポキシ接着剤で貼り付けた。乾燥させて、まず先端2mmのセンタードリルで固定穴を開け、エンドミルに持ち替えて窓を切り出した。仕上がりは見てのとおりで、糸鋸とヤスリでは、こうはいかない。終わったら平角棒ごと剥がし、バーナーで接着剤を焼き飛ばしてカバーを回収する。

カバー中央のボルトは、別部品として六角棒から削り出し、銀ロウ付けした。フラックスで赤く変色してしまったが、黒く塗りつぶすので気にしない。窓をふさぐ網目は、真鍮メッシュで作った。カバーに合わせてハサミで丸く切り出し、ボルト穴の部分をV字に切り取る。

次は弁室である。蒸気を通す穴として7個の穴を開ける。外形を加工してから三爪チャックごとはずし、フライス盤に取り付けて六等分の穴を開ける(写真)。これを再び旋盤に戻して突っ切り、反転して中繰りで袋状にする。

カバーから弁座にネジ穴を移し開け、クロム球と小づちで弁座のシーティングをしてから仮組み。弁座はシール剤を塗ってシリンダーに固定するので、分解時にジャッキアップするための捨て穴(ネジ穴)を開けている。
ネジ穴開けのため、シリンダーブロックを再び全分解。弁座からM2のネジ穴を移し開けるのだが、弁座の仮固定が困難だったので、ここもエポキシ接着剤で弁座を貼り付けて、ハンドドリルで皿モミを入れた。弁座はバーナーで焼き取った。(写真ナシ)

タップ立てとなるとハンドドリルでは自信がない。しかし例によって旋盤で開けるには振りが足りない。今回はテーブルは抜かず、ベッド上に適当な高さの台を介してシリンダーブロックを直接置き、写真のようなセットアップでテーブルと接続した。テーブルを動かすと、それに連動してシリンダーが動く。ドリルの径はわずか1.6mmなので、これで充分な剛性を確保できた。
以下は、シリンダーに空気弁を取り付ける作業の定点撮影である。カバーの固定には動輪舎のM1.7六角ボルトを使用したが、これはもはや入手困難で、ここで12個を使うと手持ちはほとんどなくなった。





最終的にはシリンダー側面に外装が付くが、それはシリンダーブロックの空気弁フランジ面で受け、空気弁はそこから突出した状態となる。外装の穴はカバー外径ではなく弁座外径に合わせ、カバーで外装を押さえて固定するようになる。ちなみに空気弁の前後の弁調整窓は再現されておらず、カバー側にダミーのフタだけ取り付ける予定である。
平岡幸三氏よりご助言があり、前回報告したピストン用Oリングのつぶししろを0.4mmから0.2mmに変更した。現状ではかなり硬く、もう少し削ろうかと思っていたところだった。前回と同じ段取りで、溝の底を追加で削る。これで動きはずっと軽くなった。ちなみにOリングを1本にしたのは正解で、ギャップのあるメタルリング使用時のみ二重化が必要とのことである。