2016年8月 「シリンダー安全弁」
6年の歳月を経て、やっと本業?に戻れた。シリンダー関係の工作を続行する。まずはシリンダー安全弁から。
シリンダー安全弁は、シリンダーヘッドに付ける安全弁である。ライブでは省略可能だが、せっかくなのでこれも再現する。構造は基本的にボイラー安全弁と同じ。ボイラー安全弁の動作圧力は0.4MPaを予定しているので、シリンダー安全弁の動作圧力はそれより少し高めの0.5〜0.6MPaをめざして製作した。C53は三気筒なので、合計6個のシリンダー安全弁が必要になる。
安全弁の構造図を示す。球弁は1/8インチである。実機ではプラグが二重構造になっていてコイルバネの押し込み調整ができるようになっているが、ここではプラグ1個で固定とした。本体の側面に長穴が開いていて、蒸気はここから放出される。

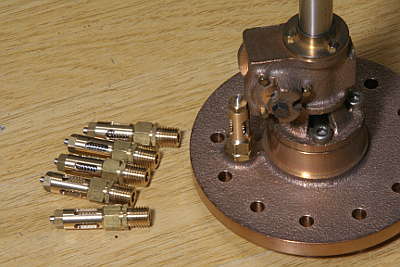
シリンダー安全弁の全部品。真鍮製の本体とプラグ、SUS303製のステム、SUS304のコイルバネ、SUS304の球弁からなる。本体側面の長穴は、エンドミルで抜いた。ステムは、ヘッドと軸を別の丸棒から作って銀ロウ付けし、ボール当たり面を仕上げた。

こちらは弁座の加工に用いた工具。上はシーティングのためのクロム球を接着した丸棒、下は弁座を鋭角に加工するためのDバイト(15度)である。
必要なバネの力は、動作圧力×面積で決まる。面積は弁座の穴の断面積を用いる。一方、コイルバネの強度は以下の式で表される。
強度:W/F=d^4*G/(8*N*D^3)
F:たわみ[mm]
W:荷重[N]
N:有効巻き数
D:コイル平均径[mm]
d:線の直径[mm]
G:横弾性係数(ステンレス68500)
以上の条件を用いて弁座・コイルを設計すると、次のようになった。
F=2.0 [mm]
W=0.28 [N]
N=7
D=2.8 [mm]
d=0.4 [mm]
弁座の直径=2.5 [mm]
動作圧力=0.58 [MPa]

バネを巻く方向はどちらでも良いが、日本では右巻き(右ネジと同じ螺旋)が標準らしい。今回は、主軸を手で逆回転させながら、根元から先端に向かって巻いたので、右巻きになった。巻きピッチは、サドルの自動送りのセッティングで調整する。両端の無効部分は自動送りを解除し、隙間なく巻く。
マンドレルに巻いてから両端を切ると、スプリングバックで緩み、できあがったバネの内径は、マンドレルの直径より少し大きくなる。同時に、巻き数が減り、巻きピッチは増える。直径の拡大は、だいたい1.1〜1.2倍くらいで、バネ線の送り出しなどのセットアップでばらつきが出るので、試しに巻いてみて実績から計算するのが良い。

料理用のスケールを使って、バネの強度測定を行った。ドリルチャックに、バネより短い軸をチャックし、そこにバネを入れて、押し下げていく。押し込み深さとスケールの計測値を記録する。押し込んでいくと、スケールのステージもわずかに下がっていくので、それを補正しなければならない。kgに9.8を乗じてニュートンに換算する。
試しに1本巻いて測定すると、計算よりも強度が弱かったので、巻き数を7から6に減らした。以下、巻いた6本の測定結果をグラフで示す。同じように巻いたつもりだが、これくらいのばらつきが出た。
いずれも原点付近で傾きが寝ている。無効部分の巻き方が不完全でわずかな隙間があり、押し縮め初期でここもバネとして作用し、巻き数を増やす(力を弱める)作用が働いていると思われる。そのため、バネが計算より弱くなったと思われる。

バネを安全弁に組み込み、コンプレッサのエアを使って圧力テストをした。チューブと圧力計を接続する六角棒の途中にねじ込まれているのが、テストする安全弁である。最初はバネ両端の無効巻き数を多めに取っておき、吹出圧力が0.5〜0.6MPaになるように、バネの長さを切り詰めていった。
ここでも、吹き出し圧力は、計算より低めになった。たわみ量は2mmの計算だったが、最終的には平均2.5mmに増やした。原因は不明だが、弁座の微小な漏れにより、穴の外で球を押し上げる力が働いているのかもしれない。
今回、バネの強度、動作圧力とも、計算値と実測値でズレが生じた。ちゃんと実測をして正解だった。
シリンダー安全弁は、各シリンダーヘッドに外からねじ込まれる。ネジ部にシール材(ロックタイト510)を塗ってねじ込んだ。写真は外側前部のシリンダーヘッド。