< Valve Gear 2 >
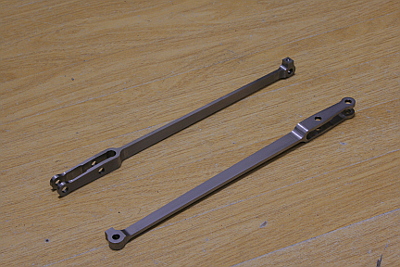
Now for radius rods. The maximum thickness is 12 mm at the fork end, while thickness of the long neck is only 3 mm. Completed body's volume is only 15 % of the flat bar blank's volume. It means I have to remove 85 % of the material.

First I cut excessive upper part with band saw. The material was warped by release of residual stress. The cut side stretches and becomes convex. After cutting another side, it will return to be flat and its length will become a little long.
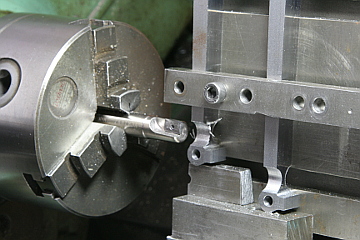
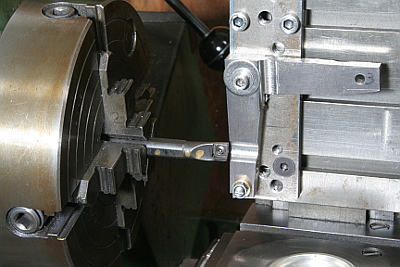
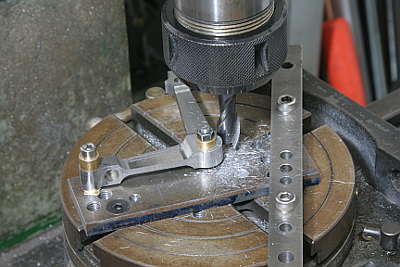
Cutting side profile. The photo shows cutting the head with the rotary table.

The fork shape is opened by metal saw and finished by end mill.


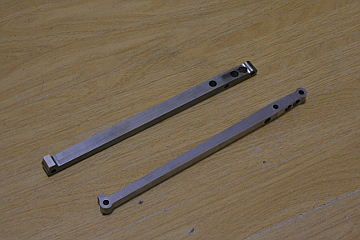
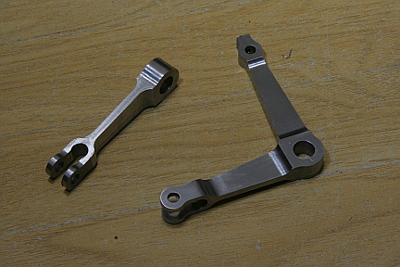
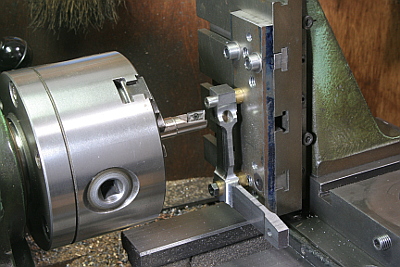
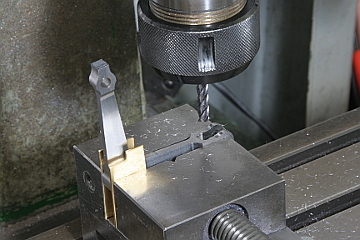
Inner radius shapes of the section profile are cut in advance. This time I utilized a vertical slider on the lathe table. The left hand photo shows its result.


The rounded shoulders of the fork are cut with the rotary table.
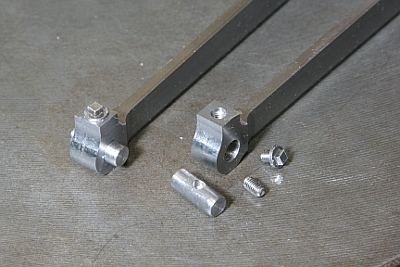
The radius rod front hole holds a cross pin. The pin is fixed with a set screw in the rod. The screw is hidden under the dummy oil cap.
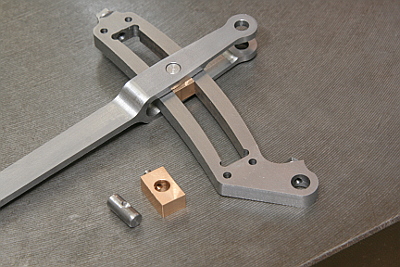
The radius rod is connected to the expansion link body with the die block and its pin. The die block pin is also secured with a set screw.

Here I mass-produced oil caps. The brass made caps are for the steam chest cover, that will be painted black.
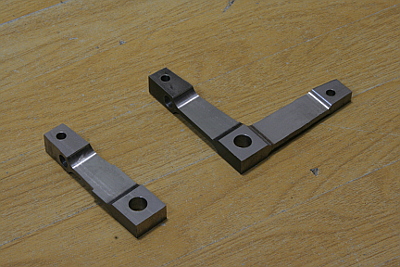
Next is lifting and reversing arm. left and right lifting arms are bonded with weigh shaft. Only the left lifting arm is integrated to a reversing arm and forms L shape. The reversing arm will be connected to a steam powered reverser.
Material for the L shape is prepared by silver-soldering two kinds of flat bars. After that, excessive parts are cut off.
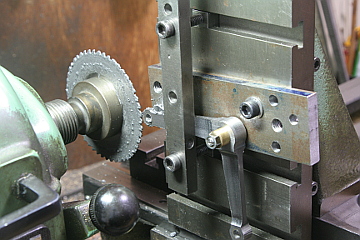
First I cut section profile. The photo shows cutting inner radius shapes with the vertical sliders.
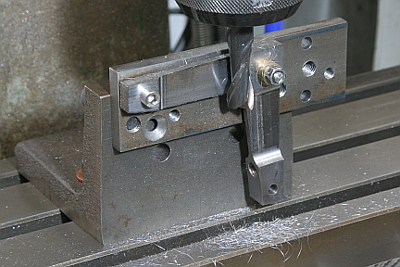
Cutting side face between the inner radius shapes. The jig is set in relatively high position so as to clear another downward arm.
Only the section profile is finished.
Starting side profile cutting. Also starting with inner radius shapes.
Finishing side profile with the rotary table.
Open the fork shape and finished with end mill.
Finally, I made lifting links between the radius rods and the lifting arms. It requires side profile cutting and a seat cutting for the lower oil cap. The seat was cut by end mill.


Continue to the next month.