< Tender Hornblocks >
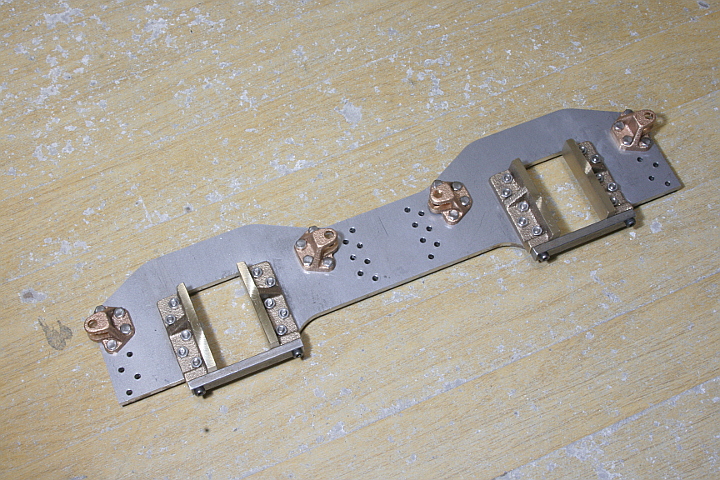
On the main frames of bogie trucks, hornblocks and leaf spring brackets are mounted. The hornblocks are made of aluminium bronze castings. As the axleboxes are made of gunmetal castings, I chose different material for the hornblocks. The hornblocks are separated into the left and the right parts and each part is bolted down to a main frame. Bottom openings of the hornblocks are closed by hornstays made from steel flat bar. The parts shown on the outside of the hornblocks are spring brackets. They are made of gunmetal castings.
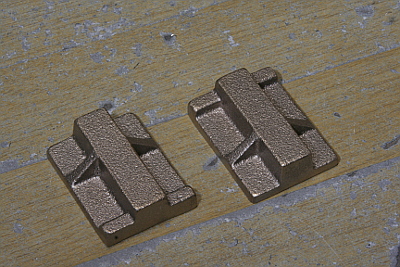
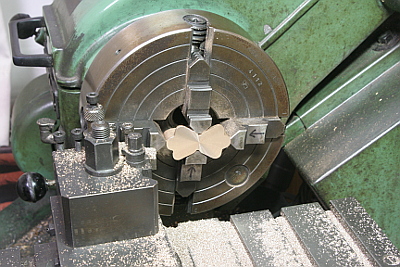
Let's start from the hornblocks. In order to save material cost, the left and right parts are integrated in a casting. Aluminium bronze is similar in color to brass but is superior in strength to brass and even gunmetal. However it is difficult to soft solder the material.
Finish the back face in four-jaw, reverse and chuck parallel with a flat bar packing. Pull out the flat bar and turn down to desired thickness.
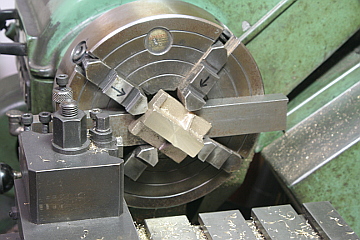
Separate each pair with a band-saw and finish the separated faces with a fly-cutter.
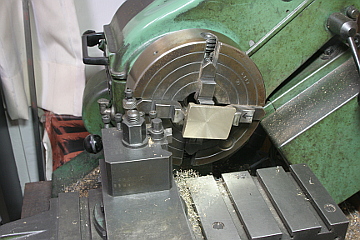
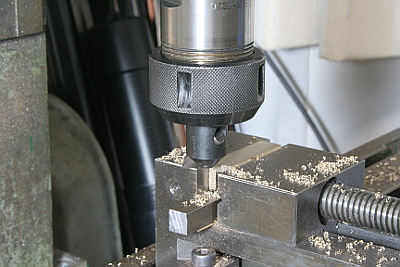
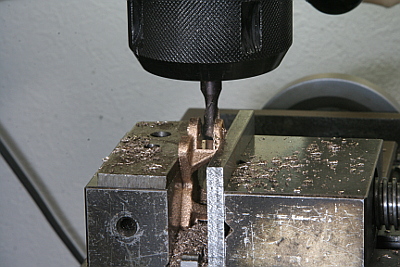
Bottom of the hornblocks where the hornstays are bolted down are finished by end mill. Note the job is chucked so that the middle part rib center corresponded to the ruler's 10 position.
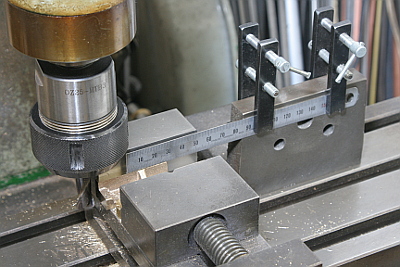
The main frames are made of 4.5 mm laser cut steel plates. They have 8 mm dia. holes for spring pins and I utilized them to fix the main frame pair with bolts and nuts and drill them through. All of necessary holes for the main frames are opened here. Scribe center position of a hole. Setup the job on the milling table and reset x and y collars at the hole center. The other holes' positions are determined by x and y dials of the stage. Then start with a center drill and finish with 3 mm drill.
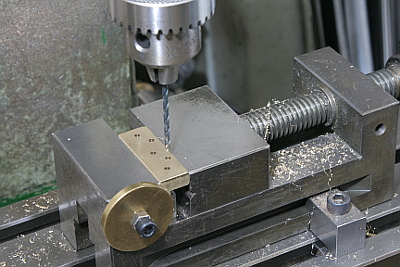
First, drill five fixing holes for only the left parts of the hornblocks. Position of the holes are also determined from x and y dials. In my experience, this method could achieves high coincidence without "check from job". Note the vise is set parallel to the stage so as to correspond x and y axis with the main frame drilling setup.
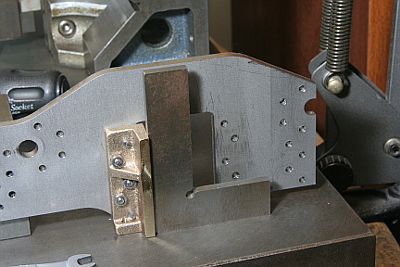
Bolt down the left parts to the main frames. In order to keep precise position, hammer two 3 mm pins into the top and the bottom holes, fix the hornblock firmly with bolts and nuts in other three holes, then replace the pins with bolts and nuts. Note the hornblock should be precisely vertical to the main frame bottom.
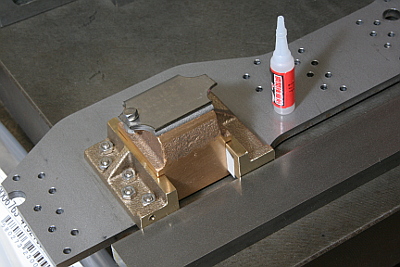
Locate the right hornblock with an axlebox between the left and right hornblocks, then lock the right hornblock pouring instant adhesive. Note a piece of newspaper is utilized as a shim between the axlebox and hornblock in order to secure 0.05 mm play.

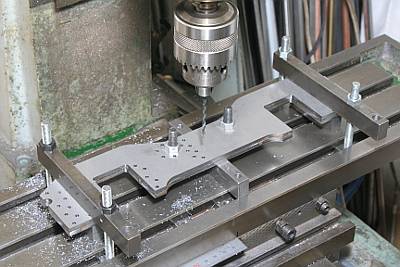
Clamp the locked hornblock and drill it through the main frame. After opening all of holes, the hornblock is dismantled and remove adhesive and burr, then assemble again in the same manner as the left hornblocks.
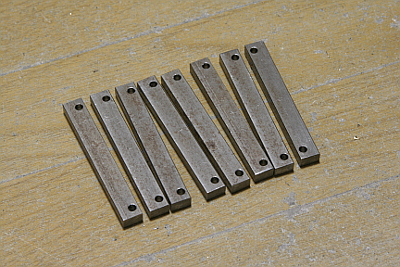
The hornstay is only cut the length of a suitable steel bar and drilled fix holes.

Screw down left end of the hornstay onto the left hornblock and countersink the right hornblock through the hornstay. Then, drill through smaller holes and cut thread with a tap.

Next is the spring brackets. The casting also includes two parts in one body.
Finish the back face in four-jaw.

Drill holes for screws and a pin. The hole for the pin is reamed. Cut recess around the hole for the pin by end mill. The position of each hole is also determined by x and y dials.
Cut slots with end mill.

Finally separate by hacksaw and finished with files.