< Axle Driven Pump Body 1 >
Now I start tackling the axle driven pump in the bogie. The pump bore diameter was a little increased from 13 mm to 14 mm. The pump stroke is 16 mm. The pump body is made from 25 mm brass round bar and square bar. The round part becomes the pump bore and the square part becomes the valve chamber. The round part has a flange in order to bolt down the pump in the bogie bolster.
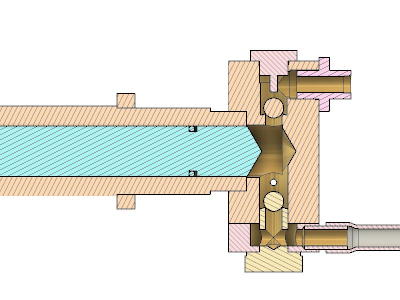
There valve chamber has a suction part at the bottom and a delivery part at the top. Each has a check valve. The delivery valve seat is formed in the valve body itself, while the suction valve seat is formed at the top of the bottom plug. There is a drum between the valve body and the bottom plug. The drum has a copper tube inlet. The plug has vertical and horizontal holes. Water comes into the drum through the copper tube and passes through the holes of the plug and goes into the valve chamber. The outlet is a nipple at the top back face to which a suitable pressure tube is connected.

Before making the valve chamber, I started with the brass connecting parts. Each is made from round or hexagonal brass bar. The photo shows the top cap. The pin at the bottom tip is to control the ball valve stroke.
This is the delivery nipple which is connected to a flexible pressure tube by a ferrule and a cap nut. Made from hexagonal bar, turn one end, part off, reverse and screw into a sleeve in three-jaw. Then, drill through and finish the other end.



The photo shows the suction plug and the drum. There is a valve seat at the top of the suction plug, which receives a stainless steel ball valve. An inlet copper tube is silver soldered into the drum.

'Seating' of the valve seat is done in the lathe. The seating tool is made by a hard chrome ball glued into a recess at an end of a round bar. After turning the valve seat to 75 degree sharp profile, chuck the tool in the tail stock drill chuck, rotate the job at the top speed and touch the ball softly onto the seat in a moment. Care must be taken not to spoil the seat with a hard push.

The cross hole of the suction plug is drilled through. After that, cut threads by a dice and part off in the lathe.

Next is the pump bore. Cut 25 mm dia. brass round bar to a desired length, drill through a center hole and finish the bore to 14.0 mm with a boring tool. Then, cut two steps in outer diameter of the bar. The first 22 mm step is a part which will be push into the valve chamber, while the second 24 mm step is for positioning of the bolt down flange.
(to be continued)