< Parts On Boiler >

The regulator flange on the backhead is vertical at outside face but tilt at inside face due to the backhead. It means the outside and the inside faces are not parallel. To machine the flange in the lathe, I prepared a tilt fixture. The procedure is as follows.
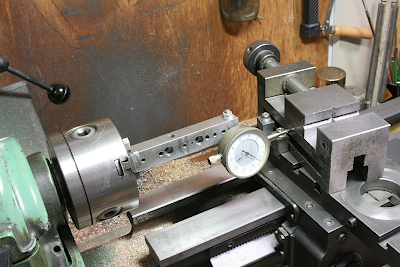
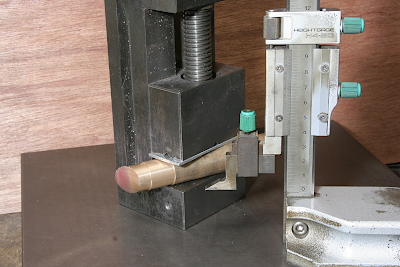
Fix a machine vise on the lathe table in an angle of the backhead tilt. The angle is adjusted by a dial gauge.
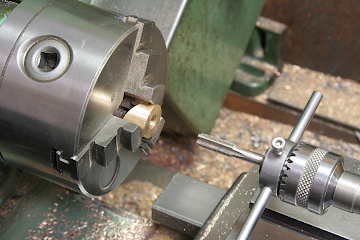
Chuck a brass round bar for the fixture in the vise, cut tilt face by a fly cutter, drill and tap in the center. Finally part off shortly. Then you got the fixture.


Turn a gunmetal disc for the flange. First, finish the outside face and the outer diameter and drill through a center hole. Fit it on the fixture with a screw and soft solder.
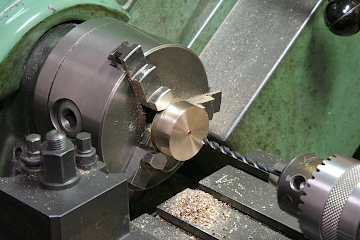

Chuck the fixture in three-jaw and finish the inside step. It is cut in the angle of the fixture.
Detach the fixture and finish the outside. That is, clean the surface and finish the center hole.
Drill and tap screw holes of the flange. The center is find by DTI and the circular disposition is converted to X-Y coordinate.



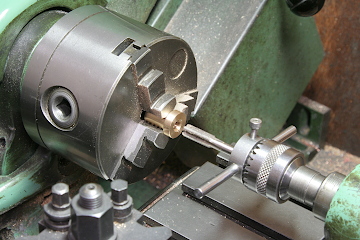
This is a bush for the hollow stay. There is a tilt inside hole for a copper tube. The tilt angle is the same as the former.
Turn the step in advance, chuck in the vise of the same setting as the regulator flange fixture, cut slant face and drill a tilt hole. Part off and reverse in three-jaw and finish the outside screw hole.
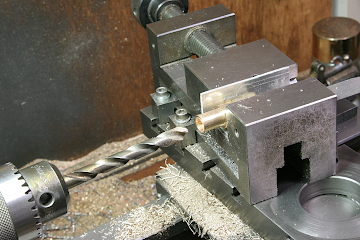

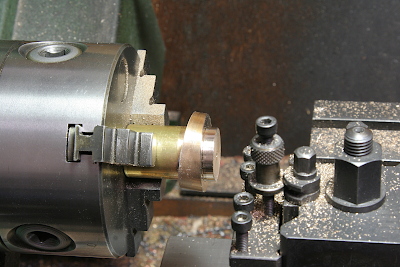
This is a check valve bush in the front part of the barrel. Its outside face is vertical but its inside face is contact to the right bottom point of the barrel. Therefore the inside face is tilt and a little rounded.

Previously cut outer diameter of a gunmetal round bar, and then cut the inside face by a fly cutter held in the four-jaw. Note the four-jaw chucks the lathe toolpost that holds a fly cutter.
The photo shows scribing cross line at the inside face.
Part off and open the center screw hole. Finally small two screw holes are open. They are to fix the bush on the barrel before soldering. Note small nuts in the tap. They are for indicating depth of the hole.


The photo shows bushes for the watergauges. Such kind of bushes has shallow step at the top of the screw hole. It is to clear incomplete thread of the screws bottom.
Each bush and flange is set in the position. Only the regulator flange is fixed by two screws before soldering.


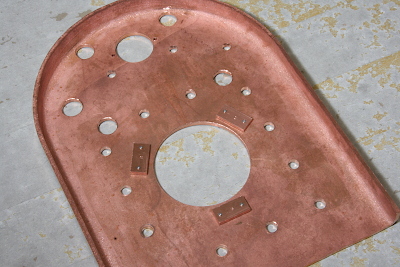
Three reinforcing plates for the firehole door component are set around the firehole. They will be siver soldered at the same time soldering the bushes.
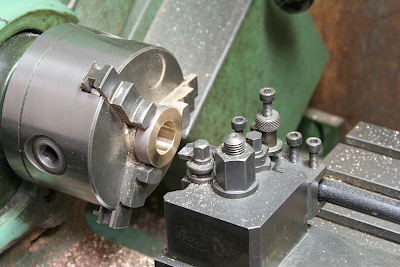
The firehole ring is rounded from a copper band plate in the bending rolls. It is closed by a small plate and silver soldered.


Turn steps at both ends to fit to the firebox backplate and the backhead. Note a wood disc pressed into the ring that prevents distortion while chucking and turning.

