2024年8月 「元空気溜」
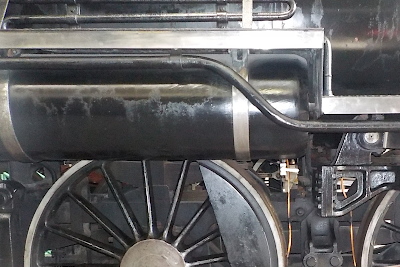
写真は、梅小路C53 45の元空気溜である。元空気溜は大型のダミー部品であり、これも軽量化のためアルミ合金製とした。アルミのパイプと丸棒から作製する。なお、同じサイズのアルミパイプを給水暖め器にも使用する予定である。
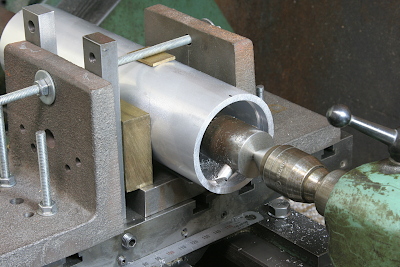
アルミは傷が付きやすいので、加工には注意が必要である。パイプ材料の両端内部に段差加工を施す必要があるが、旋盤の主軸にチャックして、先端を固定振れ止めでサポートして回転させると、外周が傷だらけになる。これを防ぐため「裾えぐり」で加工をした。すなわち、パイプを往復台に固定し、主軸と心押しで丸棒を把持し、そこに取り付けたバイトを振り回して加工した。シリンダーブロックのボア加工で用いるやり方である。

段差加工をした内周を心押しするための円盤を用意する。材料は、同じアルミ合金のボイラー外周リングの余剰材からバンドソーで切り出した。
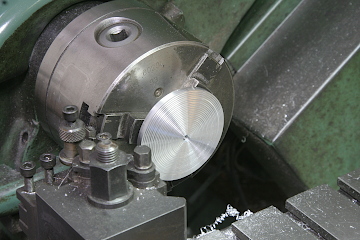
円盤は、外周をテーパーに仕上げ、内周に心押しの回転センターのテーパーとはめ合うテーパー穴を開ける。テーパー角度を正確に揃えるため、写真のようにスコヤとダイヤルゲージを使って、トップスライダーの角度を回転センターに合わせた。回転センターとダイヤルゲージの間にスコヤを立てたのは、ダイヤルゲージの芯高のズレによる測定誤差を防ぐためである。この状態で中繰りバイトに持ち替え、トップスライダーを動かしてテーパー穴を仕上げる。右は加工の終わった円盤



円盤でパイプの内周を保持して、外周のシルエット加工をする。まず計算した細かいステップで段差加工をする。

ヤスリとサンドペーパーで段差を削り取り、なめらかな曲線に仕上げる。同様の加工を反対側についても行う。

続いて鏡板を用意する。こちらは材料の丸棒を手配していたので、バンドソーで輪切りにする。さきほどとは別のバンドソーだが、こちらはもっぱら長尺材料の切断に使っている。

まず裏面から加工する。表面を仕上げ、センター穴を開け、中央に段差加工を入れる。これは表面加工時に内周を三爪チャックするため。
反転してさきほどの段差をチャックし、外径を仕上げ、最後に表面の曲面加工をする。これもパイプと同様に、まず計算した細かいステップを削り、ヤスリとサンドペーパーで曲面に仕上げた。


両側の鏡板はステンレスの丸棒で引き合って固定される。丸棒の両端にはネジが切ってある。

組み立てたエアタンク。両端はとりあえずナットで固定しているが、最終的にはエルボ継手に似せた部品をねじ込んで固定する予定である。
エアタンクは真鍮のバンドで固定されるが、バンドの両端を止めるための真鍮のつり輪を作る。二個分をひとつにしてロータリーテーブルで加工する。左は加工前後の写真。


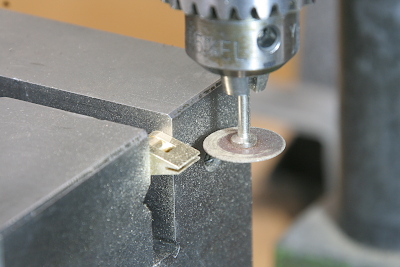
加工後に糸鋸で二分割し、バンドを差し込むスリ割りを加工する。ツールは、厚さ0.5mmのサンディングディスクである。

つり輪を使うのは、外から見える側のみで、反対側はアングル材を使う。それぞれ真鍮バンドにネジ止めしたところ。なお、真鍮バンドは適当な幅のものがなく、0.5mm真鍮板から切り出した。

両端に高温ハンダを流して補強すれば完成。

ボイラーカバーの元空気溜釣に、まずバンドのみを取り付ける。真鍮アングル側は、ネジでバンドを締め付けられる構造である。

ここに元空気溜を差し込み、バンドを締め付ける。元空気溜はこのバンドのみで固定されるが、緩み防止のため、締め付けネジの先端にナットを追加してロックする予定である。