2011年8月 「板バネと緩衝器」

この機関車の懸架は板バネのみで、イコライザーはない。板バネには、C53で使用したリン青銅の帯板を使用した。テンダー用に取っておいたものだが、まだまだ先の話なのでここで使ってしまう。そのままでは曲率が足りないので、曲げロールを用いて曲げた。曲げロールだと両端に曲率の狂いが生じるので、切断する前に曲げなければならない。曲げた後に必要長さに切って、中央に穴を開ける。
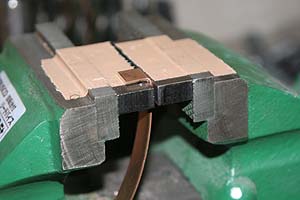
最上段の板バネは、両端が折り曲げられている。写真のような手順でハンマーと万力で折り曲げた。最後に余剰部分をサンドストーンで切り取って仕上げた。



バネホルダーは2mmの平鋼を曲げて作った。C53のバネホルダー用の治具をそのまま活用した(幅が異なるので少し追加工した)。

組み上げた板バネ。ホルダーの底は別の平鋼から切り出した矩形板である。その下の軸は、軸箱を上から押すための軸で、ネジ穴を開けて板バネを貫通するネジで締め付けている。途中の割ピンは、板バネの落下防止のためのもの(後述)。車高の微調整をする部品はなく、完成時に下の軸を削って調整する。今のところ少し長めにしている。もし削りすぎたら、板バネと軸の間にワッシャをかませれば良い。
板バネの両端はフックで保持される。フックもレーザー加工部品で、先端を曲げて使う。これもハンマーと万力で曲げた。




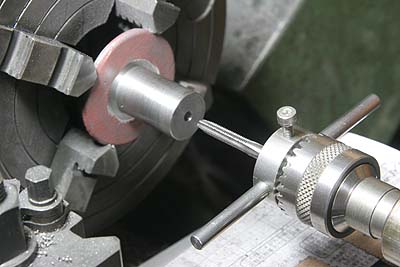
根元にブッシュをロウ付けするため、先端を旋削で丸くする。写真のように簡易的なコレットで首部分を保持して削った。曲げる前に加工すれば楽に思えるが、曲がる位置が計算どおりにならないので、曲げの結果から旋削加工の距離を決めた次第である。

丸棒から作ったブッシュをロウ付けする。C53ではネジを切ってさらにロウ付けをしたが、ここでは差込みロウ付けに留めた。
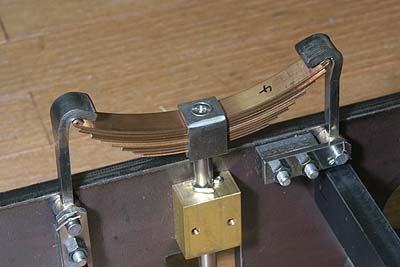
板バネとフックを主台枠に組み込んだ。さて、バネ軸の途中の割ピンだが、これが真鍮のガイドブロックに引っかかって止まるようになっている。これがないと、車体を持ち上げた時に板バネが下に落ちて、フックが外れてしまうのだ。車重がかかった状態では板バネがたわんで、割ピンは浮き上がった状態になる。
緩衝器の鋳物が入荷したので、ここで前後端梁に取り付ける部品を仕上げることにした。緩衝器は実際に使うことはないが、一応スプリングで可動構造にする。断面図を参照のこと。台座の穴は、奥が広くなるように段差加工する。外側から緩衝器を入れ、内側から円盤を固定して抜け落ちないようにして、円盤をスプリングで前に押す。
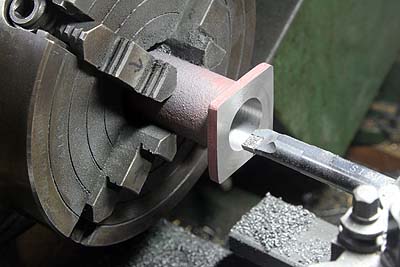
鋳物はこれも電気炉でチル取り焼鈍してから使用した。台座は後方から加工する。ボルト固定面を仕上げ、段差穴を旋削で仕上げる。今までこういう穴開けは、13mmドリルと12mmボーリングバーを使っていたが、サイズが大きいと効率が悪く、16mmのテーパーシャンクドリルと16mmのボーリングバーを入手した。穴のサイズは奥が20mmで手前が24mmである。
プラグは軸部分を旋削で仕上げ、中心にネジ穴を開ける。台座の穴とは、かなり緩いはめ合いにした。
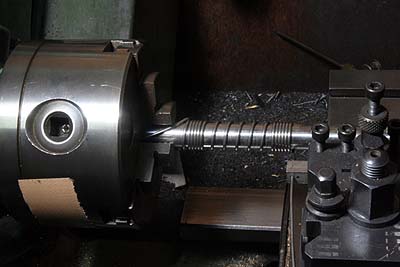
スプリングは例によって旋盤で巻いた。材料は太さ1.6mmのステンレス鋼線である。スプリングの設計にあたっては、線径、スプリング径、巻き数、巻きピッチ、そしてスプリングバックから、最終サイズと必要材料長と強度を計算できるエクセルシートを作っている。しかし、まあ計算どおりにはいかない。スプリングはどちら向きに巻いても機能は同じだが、通常は順ネジと同じスパイラルに巻かれる。自分は旋盤主軸の根元から先に向かって巻くことが多いので、逆ネジの向きになる。

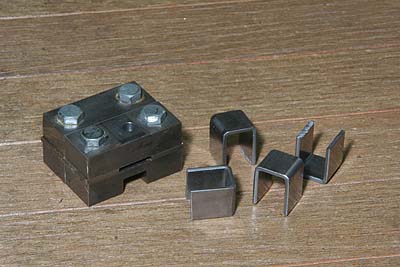
写真は、緩衝器を構成する部品である。ストッパーの円盤は真鍮製。台座の固定穴は、端梁から移し開ける。ちなみに写真奥の組立品は焼鈍せずに加工したもので、手前の部品は焼鈍してから加工したもの。高温で焼鈍すると、鋳肌の凹凸が目立たなくなるようである。

組み上げた前端梁。緩衝器は、端梁と主台枠の組み立てボルトを利用して取り付けられる。端梁中央には、緩衝器とペアで使うフックを設けている。4.5mmのレーザー加工品をアングルで挟んで取り付けた。

後端梁には、トレーラーを接続するためのドローバー受けを取り付ける。こちらは単なるアングル材である。ドローバーピンは、ボルトを上から落とし込んでいるだけ。右下に見える小さな穴は、サドルタンクの水抜きプラグを取り付ける穴である。
下回りがそろって機関車らしくなった・・・と言いたいところだが、動輪が主台枠内部に隠れているので、何となく妙な具合である。
