2000年5月 「軸箱モリ」
 軸箱モリ(hornblock)は、主台枠に取り付けるコの字のブロックで、
軸箱モリ(hornblock)は、主台枠に取り付けるコの字のブロックで、
ここで軸箱(axlebox)を受けることで、主台枠に掛かる力を分散させている。
主台枠スロット部分の補強も兼ねている。
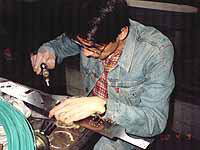
通常は鋳鉄または砲金鋳物を機械加工して仕上げるが、
WILLIAMの場合は真鍮のホットプレス製であり(写真)、
鋳物よりは少ない加工で仕上げることができる。
台枠に取りつけた状態を下から見ると、図のようになる。

それぞれ次のような加工精度が要求される。
A:台枠のスロット部にガタなく入ること
B:台枠の外面とツライチになっていること
C:トータルの厚みが寸法どおりに仕上がっていること
D:軸箱がガタなく入り、スムーズに摺動すること
E:他の部品との接触防止のため規定寸法内に仕上げること
このうちDの部分は、ホイールベースがからむので、台枠への固定後に仕上げる。
あと、軸箱モリ下面も台枠下面とツライチに仕上げる必要がある。
【軸箱モリの加工】
加工の際は、実際の台枠スロット部を治具にすると便利だが、
傷がつくし取りまわしもしにくいので、
台枠と全く同じスロット加工を施した切り板を治具として用いる(写真)。

この治具を用いて、以下の手順で加工を行った。



(1)フランジ加工(写真左)
小板を使って、台枠固定側を表にしてバーティカルスライダー上に固定し、
エンドミル正面でフランジ面を、同時にエンドミル側面で「A」の寸法を仕上げる。
「A」の寸法は、治具とのはめ合いを確認しながら出す。
ついでに「E」の余剰部分もここで削り落としておく。
反対側(リブのある側)は加工する必要はない。
(2)穴開け
軸箱モリを治具に入れてクランプで固定し、治具の穴を写し開け、
皿ネジとナットを用いて軸箱モリを治具に固定する。
皿ネジは治具側から通し、ネジ頭が治具の裏面に飛び出ないようにする。
(3)外側端面仕上げ(写真中)
治具ごと裏返してバーティカルスライダーに取り付け、
エンドミルの正面で「B」の部分を、ツライチ直前まで削り、
定盤に置いたサンドペーパーの上でこすって、完全にツライチに仕上げる。
(4)幅仕上げ(写真右)
治具ごとミニフライス盤のステージに押し付け固定し、
エンドミル正面で「C」の幅を仕上げる。
(5)スロット仮仕上げ
スロットの内側すなわち「D」の部分を、0.5mmの仕上げしろを残して仮仕上げする。
上記(3)と同じセッティングで、φ3エンドミルの側面を使って削る。
この時点ではスロットのコーナー部分はエンドミルのRが転写された状態となっている。
軸箱モリ下面(開口端面)も、ここで仮仕上げをしておく。
【台枠への取り付け】
 軸箱モリの取り付け後に軸箱スロットを仕上げる場合、
軸箱モリの取り付け後に軸箱スロットを仕上げる場合、
取り付け方法は恒久的なものが良い。
ということで、ボルト止めではなく、リベット止めにする。
今度は軸箱モリの穴を台枠に写し開け、台枠外側に皿モミを入れて、
内側から鉄リベットを貫通させ、先をつぶして皿モミの穴に埋め込む。
騒音作業のうえに個数も多いので、一本松の車庫で作業をした。
皿モミの大きさは、直径にして貫通穴の2倍くらい、
リベットの突出長さは、リベット直径と同じ程度が良い。
まずハンマーの平頭で強く叩いておおよそつぶしておき、
丸頭に持ち替えて皿モミ内に埋め込む。
終わったら台枠外側にはみ出た部分をヤスリで削り、
ここも台枠とツライチになるように仕上げておく(最初の断面図参照)。
【スロット最終加工】
 仮仕上げしておいた「D」の部分をここで仕上げる。
仮仕上げしておいた「D」の部分をここで仕上げる。
ここで軸箱モリの精度が決まるので、最も気を使うべき工程といえる。
まず台枠を背中合わせに2枚重ねて、ボルトで固定する(正確に!)。
続いてバーティカルスライダー上に垂直にバイスを固定する(正確に!)。
ここに台枠をクランプするが、
面板を用いて、台枠が正確に主軸に垂直になるようにする。
この状態で三爪チャックにエンドミルをしっかりとチャックし、
これでスロットの底と側面とを仕上げる。
平鋼をスロット幅に仕上げたものをゲージにして、幅を正確に揃える。
ホイールベースは、スロットとスロットの間をノギスで測って追い込む。
先月の食い込み事件は、これと同じセッティングで台枠を加工していたときに起こった。
前回は鋼材だったが今回は真鍮なので、切削抵抗は少ないだろう。
しかしここで軸箱スライド面に傷を付けると、リカバーが難しいので、
慎重にことを進めた。
側面が30mm以上もあるので、なるべく太いエンドミルを使って、逃げを防いだ。
(これだけのために16mmφのエンドミルを手配した)
それでも、台枠のオーバーハングが大きいため、ビビリが生じやすい。
加工時に板がばたつかないように、加工位置の左右をクランプで挟み、
切削は低速で、切りこみは0.1mm以下にした。
事前に仮仕上げをしておいたのは、ここでの削り量を少なくするためである。
エンドミル深さは固定して、台枠を上下方向に動かして削るようにする。
深さ方向にエンドミルを進めると、特に底付きしたときに食い込みやすい。
軸箱モリ下面も、ここで台枠下端とツライチに仕上げる。
最後にスロット底に、潤滑油が通る小穴を開けて、加工終了。

【運転会at唐津】
九州の唐津で毎年開催される"西日本ライブスチームクラブ"の運転会に参加した。
岡山からワゴンに乗り合わせて、高速を飛ばして6時間で唐津に到着。
ロコを持たぬ私は、ボイラーのみ持参して参加した。
はるばる関東からもJCFC、JMRCメンバーの方々が来られ、
前夜の親睦会では、ライブ話に花が咲いた。
"安養寺庭園鉄道"の中村さんを初め、メールでやりとりしていた人たちと、
初めてお会いしてお話をすることができた。
当日はさらに参加者が増え、ライブ関係者だけで50名にも及ぶ盛況ぶりだった。
ここでは、当日運転された一本松ライブ同好会メンバーの新作を紹介したい。
いずれも、ほとんどスクラッチビルトである。
一本松メンバーは工作スピードが早い(私は除く)。
 木村博氏制作 5インチゲージ 「グラスホッパー」
木村博氏制作 5インチゲージ 「グラスホッパー」
SL黎明期のアメリカで見られた縦型ボイラーの変わり種機関車。
給気と排気を同じ配管で兼用し、
四方弁で前進、後進を切り替える方式である。
現在は自走のみだが、給気、排気管を改良して人間を牽けるようにするとのこと。
その名のとおりバッタのようにロッドを動かしながら
ゆっくりとエンドレスを自走する姿は注目のマトだった。
 廣瀬賢一氏制作 5インチゲージ 「#1950」
廣瀬賢一氏制作 5インチゲージ 「#1950」
フリーランスの2-8-0タンク機。
重量は120kgで、自作の広火室ベルペアボイラー(30kg)を搭載し、
牽引力は抜群である。
あまりにボイラーが強力なので、
煙室扉を開放して走ってちょうどいいくらい。
 岡山和夫氏制作 5インチゲージ 「EF58」
岡山和夫氏制作 5インチゲージ 「EF58」
大きさを抑えるため、16番(日本型HO)ゲージと同じ
軌道縮尺比を採用した5インチ機。
それでも長さは2メートルほどあり、見ごたえも牽引力も充分にある。
前面は銅の板金、側面は木製、下回りは鉄と真鍮という具合に、
たくみに材料を使い分けている。
 岡山和夫氏制作 「唐津駅」
岡山和夫氏制作 「唐津駅」
たたみ一畳分はあるライブスケールの駅舎。
外には花壇、中にはぬいぐるみの人形など、凝った作りである。
目を離すと、すぐに子供がもぐり込んで困るという。
駅名表示だけ付けかえれば、
どこの運転会にでも持ち込める?
自分のロコを持って運転会に参加できるのは、何年先になることやら・・・
(終)
前の月 次の月 目次