2025年3月 「給水温め器」
C53の給水温め器はフロントデッキの下に設置されている。模型ではダミーとするが、給水ポンプからの水配管には実際に水を通し、入口から入った水をそのまま出口に送り出す。水の出入口は右側の鏡板にあり、内部のU字管で短絡させる。実機では給水温め器本体がジャケットで覆われた構造になっているが、模型ではジャケットのみをアルミ合金のパイプで表現する。両側の鏡板のうち、左側はアルミ合金の円盤から作るが、右側は銅のU字管を銀ロウ付けする必要があるので、真鍮円盤から作る。右の鏡板には外周に固定ボルトがなく、中心部を左の鏡板からステンレスの丸棒で引っぱって固定する構造とした。

給水温め器の本体は、外径65mmのアルミ合金パイプだが、元空気溜と全く同じ材料である。フライカッターで両端面を仕上げる。

実機ではジャケットの一部が主台枠下部に重なった状態になっており、パイプにエンドミルで切り欠きを入れて表現する。
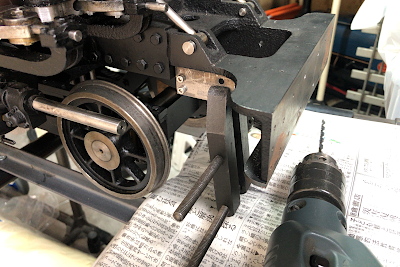
この段階で主台枠への取り付け加工をやっておく。前端梁鋳物を取り外さずに穴を開けるため、治具を用意して治具から移し開けた。
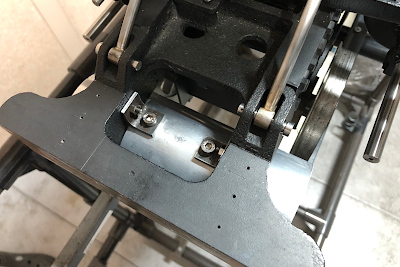
鋼アングルを加工したブラケットを用いて、前端梁鋳物と給水温め器を固定する。

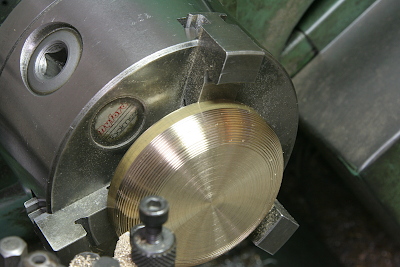
アルミ合金の鏡板を作る。旋盤で挿入側の段差加工をしたものを、三爪チャックごとフライスステージに移動し、外周に固定穴を開ける。旋盤加工時にセンターを十字でけがき、これを原点としてXY座標で穴を開けることで、段差と穴のセンターを一致させる。

旋盤に戻して残りの加工すなわち丸棒を入れるためのネジ穴開け加工をする。

反転して、表面のRを仕上げる。ステップ加工をして、ヤスリでなめらかに仕上げた。

完成した鏡板を本体の筒に差し込み、固定穴を通して筒の断面に皿モミを入れ、ネジ穴を開ける。
続いて真鍮製鏡板を加工する。同様に表面Rのステップ加工をして、ヤスリで仕上げる。
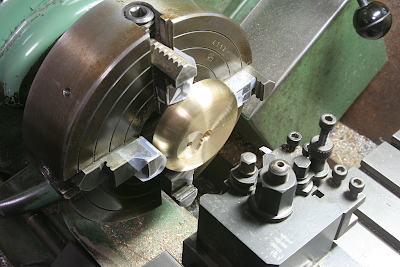
水の出入口に両フランジ短管を取り付けるための座繰り加工をする。四爪チャックで偏心チャックし、中繰りバイトで仕上げた。

三爪チャックごとフライスステージに移し、両フランジ短管を取り付けるネジ穴を開ける。フランジのセンターはテコ式ダイヤルゲージで出した。

鏡板の内側にU字銅管を銀ロウ付けする。U字の先端は、中心の丸棒を避けるため、横に曲げられている。

真鍮鏡板を取り付ける前の状態。中心に見えるステンレスの丸棒は、アルミ鏡板側はダイスを切ってねじ込まれており、真鍮側はネジ穴が開いていて、外からボルトで固定できるようになっている。

鏡板を取り付けた状態。六角穴付きボルトで中心を締め付けて固定する。回り止めとして、目立たない場所にネジ1本を追加した。
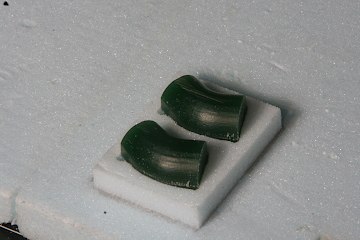
両フランジ短管は、2枚のフランジが曲がったパイプにより45度の角度で対抗する形状になっている。曲がったパイプの部分が問題で、真鍮丸棒あるいは銅管を焼きなましても、このような急角度では綺麗に曲げられない。ここもロストワックスで用意することにした。ただし両側のフランジ部分は真鍮丸棒から作り、銀ロウ付けで接合して組み立てる。いつものようにモデラでワックス型を削り出し、鋳造を依頼した。


フランジは真鍮丸棒を突っ切って両面を仕上げたもの。この段階で固定用の穴を開ける。
ロスト部品にネジ穴を開けて、フランジを真鍮ネジで固定し、片側ずつ銀ロウ付けをする。左の写真でロスト部品の断面にある穴のようなものは、接合面に微小な隙間を確保するためのセンターポンチの跡である。


真鍮ネジの頭をヤスリで削り落とし、両側から穴を掘って貫通させるが、フランジと垂直に穴を掘ると、曲がり部分で外側の肉厚が薄くなってしまうので、5度ほど角度を付けて穴を開ける。バイスチャックする際に、スマホの水準器アプリで角度を調整した。強くチャックしてフランジが変形しないように、アルミの厚板で養生した。エンドミルで水平面を削り出してから、センタードリル、ドリルの順で穴を開けた。



完成した両フランジ短管。両フランジの固定穴は、片側がネジ穴で片側が丸穴となっている。ネジ穴はフランジ付き配管を接続する側で、丸穴は鏡板に固定する側である。

両フランジ短管を真鍮鏡板に取り付ける際、中心のボルト穴に真鍮の円盤を入れて、ボルトの頭を隠す。円盤は両フランジ短管で押さえ込まれて固定される。
給水温め器完成。実機では中央部分に蒸気配管が多数接続されているが、主台枠の内側であり、今回は省略とする。

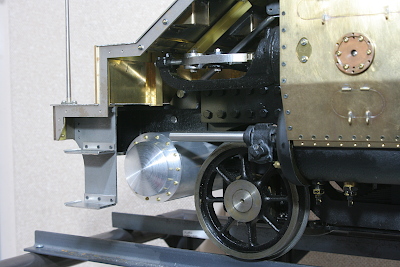
本体に取り付けた状態。先輪とのクリアランスが厳しいが、設計上は、7.5R通過時に、ぎりぎり当たらない位置となっている。