2025年8月 「逆転機配管その他」
C53は動力逆転機を有しており、実機ではエア駆動だが、ライブでは蒸気駆動とする。これも蒸気ブレーキと同様、シリンダーまで蒸気を冷やさずに導くことが重要になる。動力逆転機は公式側のボイラー前方にあるので、蒸気ドームから直接蒸気を取り、ボイラー延長胴(煙室の一部)の中を通して、最小限の露出で接続することにした。

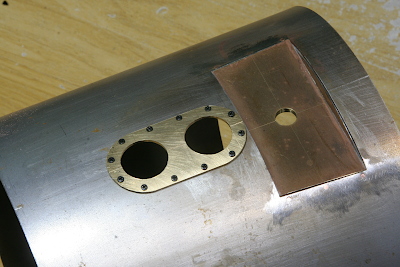
写真はボイラーを前から見た状態。煙室管板より前は、延長胴の部分で、ここが煙室の一部となる。蒸気を上から煙室に入れ、煙室の壁に沿って銅管で導き、動力逆転機のすぐ横に出す。
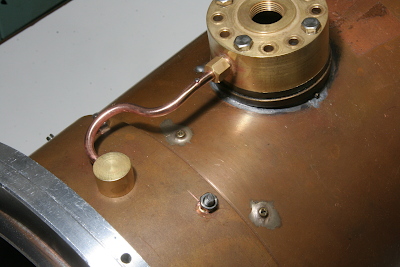
蒸気ドームから延長胴までは、ボイラーの外を通して接続する。これらは全てボイラー覆いの内部であり、ラギングで保温される部分になる。煙室内外は、2本の真鍮コラムで挟むようにして接続する。以下、加工の詳細を示す。
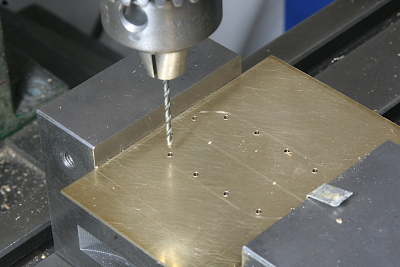
真鍮コラムの固定面は内外それぞれ凸と凹のアール加工が必要である。このうち外部用の凹加工は、のちほど報告する発電機台のアール加工と同様である。内部用の凸加工は、写真のように真鍮丸棒を四爪チャックし、端部を加工した。加工後にバイトホルダーにケガキ針を固定し、センターラインをケガいておく。


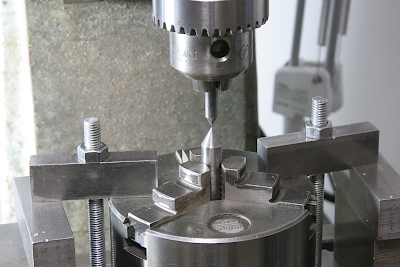
コラム同士を固定する穴は、フライスステージに三爪チャックを固定し、座標管理で開けるが、まず三爪チャックにセンターをチャックし、主軸のセンターと突き合せて原点を出す。
中央の穴は蒸気の通り道で、周囲の4穴が固定用の穴である。上面が曲面になっているので、エンドミルで垂直面を削り出してから穴を開ける。内側のコラムには丸穴を貫通し、外側には止まり穴にタップを立てる。ちなみに、三爪の間に貼っているテープは、加工物の落下防止のためである。


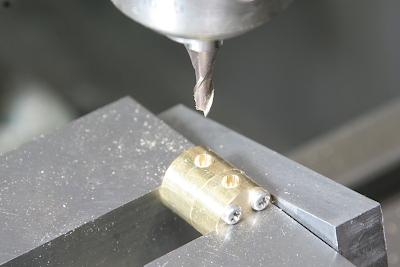
内外のコラムを組み合わせ、銅管を接続する穴を開ける。まずエンドミルで浅い穴を掘り、細いドリルで中心穴まで貫通させ、段差穴とする。

ボイラーの延長胴を外して、コラムを固定する穴を開ける。これも中央が蒸気通路で、周囲の4穴が固定穴である。
出口側はH管を接続してボイラー覆いの外まで蒸気を導き、動力逆転機と接続される。H管は突っ切りバイトで加工。



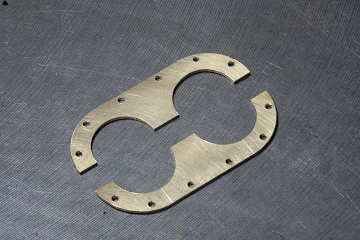
銅管を銀ロウ付けして完成した全部品。最終組み立て時は、接合面に耐熱シール剤を塗ってシールする予定である。

ボイラー覆いの後端の発電機台は、実物は板金構造だが、アルミ合金のブロックを加工して作製した。以下、加工工程を示す。

ボイラー覆いに接触する曲面を旋盤のフライカットで加工する。いつものようにバイトを四爪チャックに把持してカッターとした。赤いボタンは非常停止スイッチで、自動送りで押して、切削終了位置で旋盤を停止させるために取り付けている。
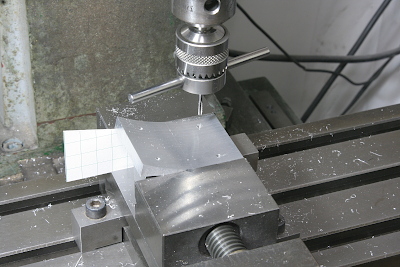
曲面に垂直にタップを立てる。白い紙は工作紙の角度ゲージである。この後、表側の平面に発電機を固定するためのネジ穴を開けた。

左右の肩の部分の斜面を加工する。側面ミリングによる加工。

前後の断面の斜面を加工する。アングルバイスで角度をセットして、正面ミリングで加工した。これで本体加工は終了。

最後に、ボイラー覆いに取付穴を開ける。曲面に垂直になるように左右裾の高さを調整した。発電機台は、ボイラー覆いの内側からネジで固定される。

安全弁はボイラー覆いの穴を通ってボイラーにねじ込まれるが、安全弁とボイラー覆いの隙間は、安全弁カバーで塞がれる。安全弁位置が現物合わせとなるので、まず紙でゲージを作って取り付け位置を確認した。安全弁は上の冠部分を分解した状態。
1.2mmの真鍮板にカバーの形状をけがき、先に固定穴だけ開けておく。

曲げロールを用いて、真鍮板をボイラー覆いと同じ半径に曲げる。
糸鋸で切り出す。安全弁カバーは左右分割となっており、これにより安全弁を分解しなくても着脱できるようになっている。


ボイラー覆い固定穴を移し開ける。後端の2か所を開けてカバーを固定し、残りはカバーから移し開ける。M2で固定するため、2mmのドリルで皿モミを入れ、カバーを外して1.6mmのドリルを貫通させタップを立てた。
ネジで固定して完成。安全弁を着脱する際は、毎回このカバーの取り外しが必要となる。